|
In close cooperation with our partners we develop mathematical methods and parametrical models to solve complex design tasks. Our solution allows to create extremely intuitive near-production-ready virtual parametrical design. In most cases, the process is fully automated. |
|
Get in touch: contact@icapp.ch. |
|
|
|
Software |
|
panelshop - Auto SBC
(Spring back compensation) |
|
panelshop - Auto SBC is a standalone software to help sping back compensation calculations. It can be licensed directly from iCapp or via our distribution partner ESI Group |
|
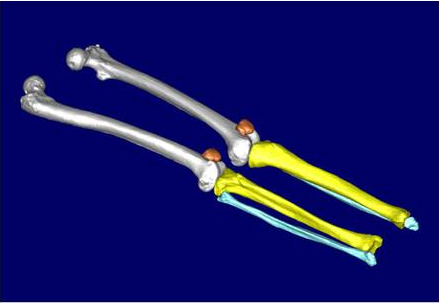
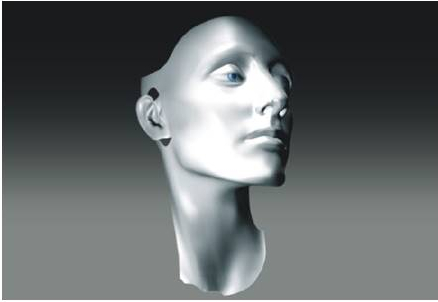
covermesh and
covermesh for Rhinoceros (fully automated procedure for reverse engineering tasks of organic shapes) |
|
covermesh is a standalone software with a very simple GUI, used to define files and settings. The software is optimized to run in a batch mode. The covermesh library can be integrated to your digital workflow, so that it is called automatically by a script. covermesh for Rhinoceros is a Rhinoceros (a popular CAD software) plug-in. |
|
rhinoreverse for Rhinoceros
(semiautomatic tool for reverse engineering) |
|
rhinoreverse is a Rhinoceros plug-in. |

|
rhinoCWK for Rhinoceros
(Interface: Rhinoceros & Cadworks) |
|
rhinoCWK is a Rhinoceros (a CAD software) plug-in. The software allows bidirectional transfer of detailed design data. |
|
PAM-DIEMAKER for Catia V5
(Die face design) |
|
PAM-DIEMAKER for CATIA V5 is a plug-in for CATIA V5 to help die face design in car body construction. For questions and licensing please contact our development and sales partner ESI Group. |
|
FASTTRIMSTEEL for Catia V5
(Trim steel design) |
|
FASTTRIMSTEEL was developed to easily and rapidly design trim steels (cutting blades) in Catia V5. For questions and licensing please contact our development and sales partner Cenit AG Systemhaus. |
|
|
|
Services |

|
|
The Image shows a high-performance racing boat.... |
|
|
|
We’ve also developed a number of additional custom software components. We utilize these components to help clients successfully complete their custom projects. |
|
Additional software-based solutions |

|
|
|
|
|
|
|
Detailed description of our software |
|
|
|
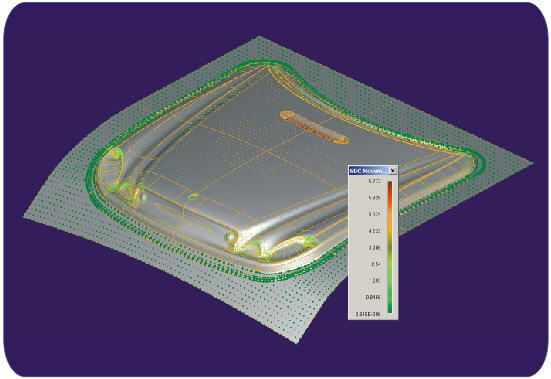
Auto SBC is an abbreviation for "Automated Springback Compensation". The software allows to transform a set of given trimmed NURBS surfaces into their resultant deformed mesh surface. The tool can also be used for other similar applications (e.g. compensation of elastic mold bending).
Development Partner The core procedure has been developed from 2005 to 2009 with the expert support of ESI-GROUP. It has been tested and optimized with PAM-STAMP/OUTIFO. Links Video: Compensation of a front hood (DaimlerChrysler) 3:08 min |
|
|
|
Special features
Additional examples of covermesh and covermesh for Rhinoceros... |
|
|
|
RhinoCWK is a plug-in for Rhinoceros. Design data and their attributes can be exchanged between Cadworks and Rhinoceros. |
|
|
|
This software tool automatically designs the complex base bodies and all additional working surfaces required to design trim steels used for cutting sheet metal and plastic parts. New calculation algorithms have been developed and implemented to create 3D offset curves and surfaces. The software completely eliminates the need for the time-consuming mutli-stage manual design procedure that was used up until today.
To calculate the features, it is necessary to provide the cutting curve, the die surfaces and the working direction. The user only needs to adjust the dimensions, as required; from this point on, the calculation is done automatically. Parameters for both, the base body (as solid) and the working surfaces are calculated. All the calculated surfaces and bodies may be exported via a number of available converters.
One of the main important advantages of the software is that it may be used for calculating the parameters of scrap cutting blades (see the image above). Both, the upper and the lower tool (which differ from each other) will be calculated automatically. Development Partner Design methods have been developed (2005-2006) with the expert support of the tool maker division of August Läpple GmbH & Co KG. Publication: "3D Konstruktion von Schneidwerkzeugen für den Karosseriebau", Summer 2005 CATIA V5 - plug-in CATIA V5 plug-in FASTTRIMSTEEL has been developed in collaboration with CENIT AG SYSTEMHAUS (Gold partner of DASSAULT SYSTEMS). The first version was released in August 2007. In 2008, blades’ segmentation has been implemented. Further developments made since 2009 improved the parametrical design and the handling of cutting blades in FASTTRIMSTEEL (PDF) e.g. by the parametrical design of the cutting blade base body. Two first hand reports have been provided at the 3rd Forum for Tool Shops, organised by Cenit AG Systemhaus in Stuttgart, Germany, 9. April 08 (available in German language only):
|
|
|
|
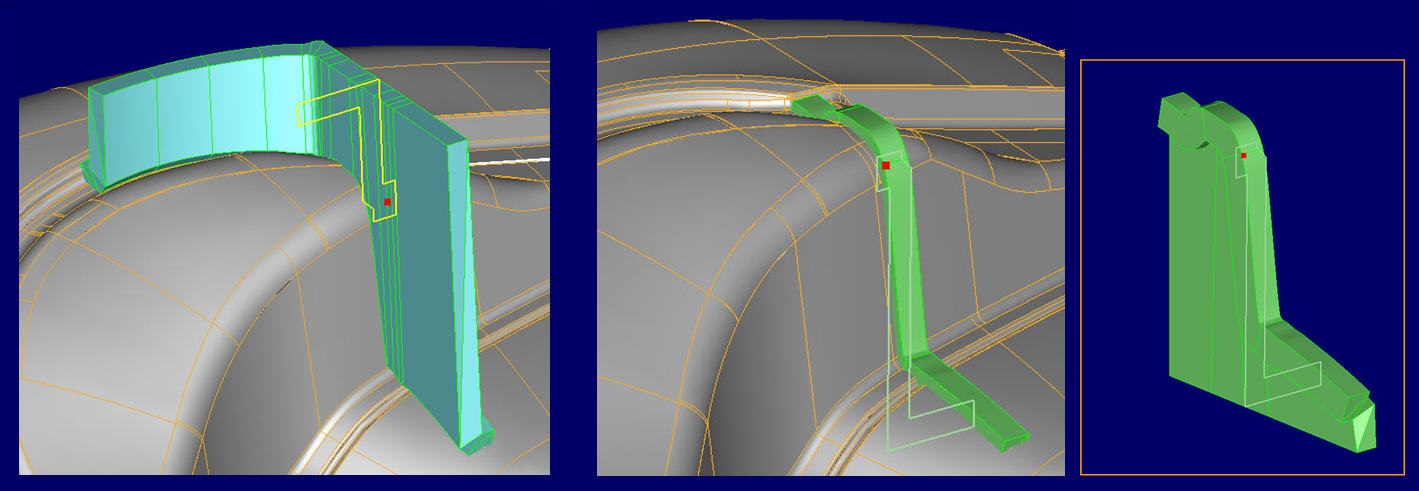
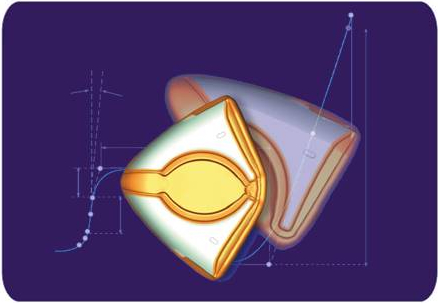
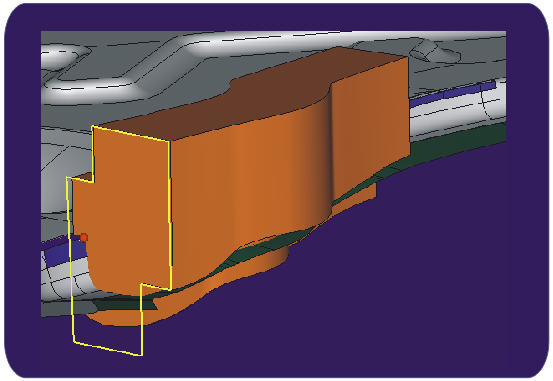
The base body parameters of restrike dies - used for sheet metal parts - are generated automatically. New mathematical algorithms have been developed to handle special conditions: The design is determined by two leading 3d curves, which presented a challenge for automatic calculation (the cutting blades have a single curve). An additional method was developed: a consistent tangential extension for multi-part boundary curves.
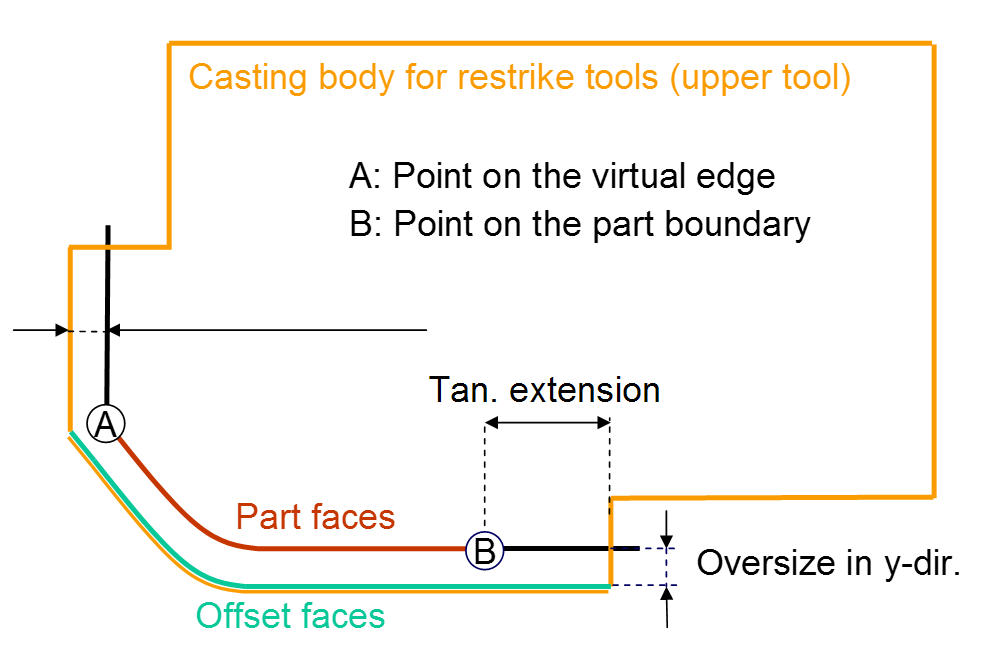
Upper die: Unlike cutting blades, restrike dies are defined by two 3D curves: Curve A, which normally is created by virtual edges (along a chain of blending faces) and curve B that represents the part boundary.
Development Partner Design methods have been developed (2006-2009) with the expert support of the mold and die specialist, August Läpple GmbH & Co KG. Links Video: Design of a typical upper restrike mold - 5:30 min Video: Part preparation for the lower restrike die - 1:18 min |
|
|
|
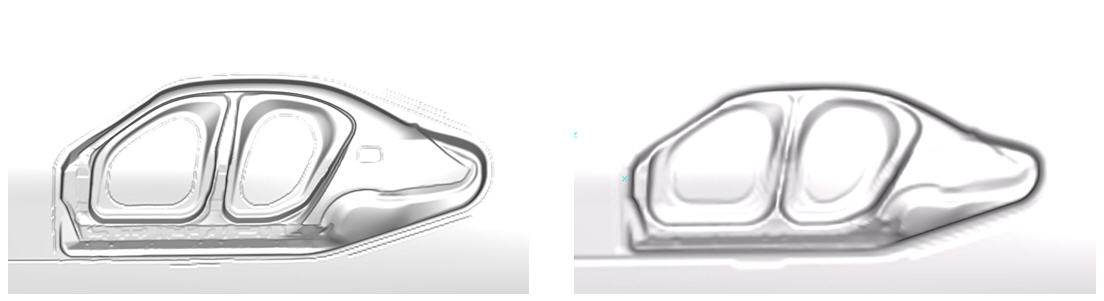
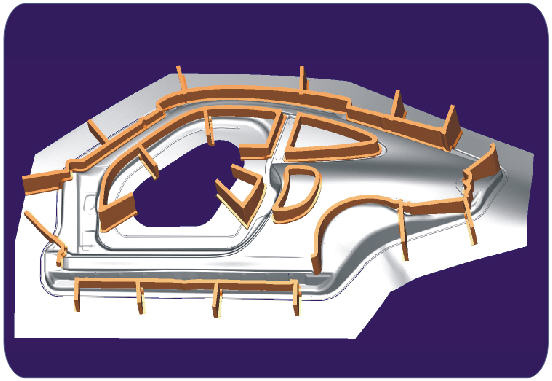
At the early stage of the casting mold and tool design, the software automatically builds offset surfaces with large (around 50 mm) offset distance values. To handle the small offset values within the material thickness, we’ve implemented an additional procedure. The illustration above shows an offset surface (offset distance of 60 mm) for a side panel.
Additional Notes The resultant offset surface (in case of large offset for casting) is represented by a single spline surface. It can optionally be automatically split to arbitrary checkerboard-like segments to optimize data handling for the target CAD-system. Development Partner These procedures have been developed in 2002, 2003 with the kind support of ThyssenKrupp Drauz Nothelfer. Publication: "Offset-Flächen vervollständigen die CAE-Kette in der Konstruktion von Grosswerkzeugen für den Karosseriebau", Sommer 2004 |
|
|
|
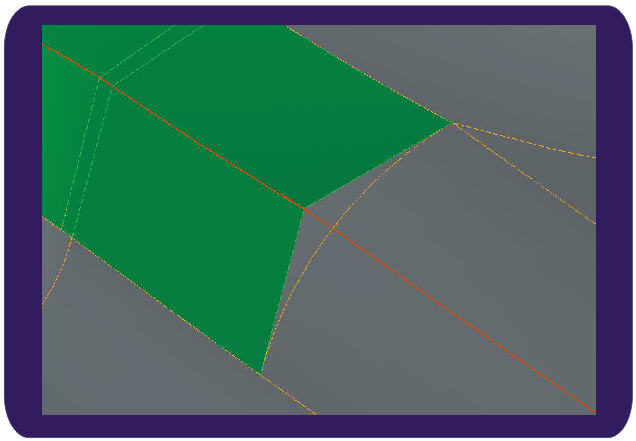
Spline surface models of sheet metal parts often do not contain all base surfaces that are needed to recover virtual edges (also called "theoretical corners"). One such case is when the surface model has not been designed by parametrical methods. This is due to the fact, that the data origin often is a physical clay model. In this case the derived spline faces do not have linked any base surfaces that meet in the virtual edge. Another possible reason is that the base surfaces have been lost due to the translation of the data between several CAD systems.
|
|
|
|
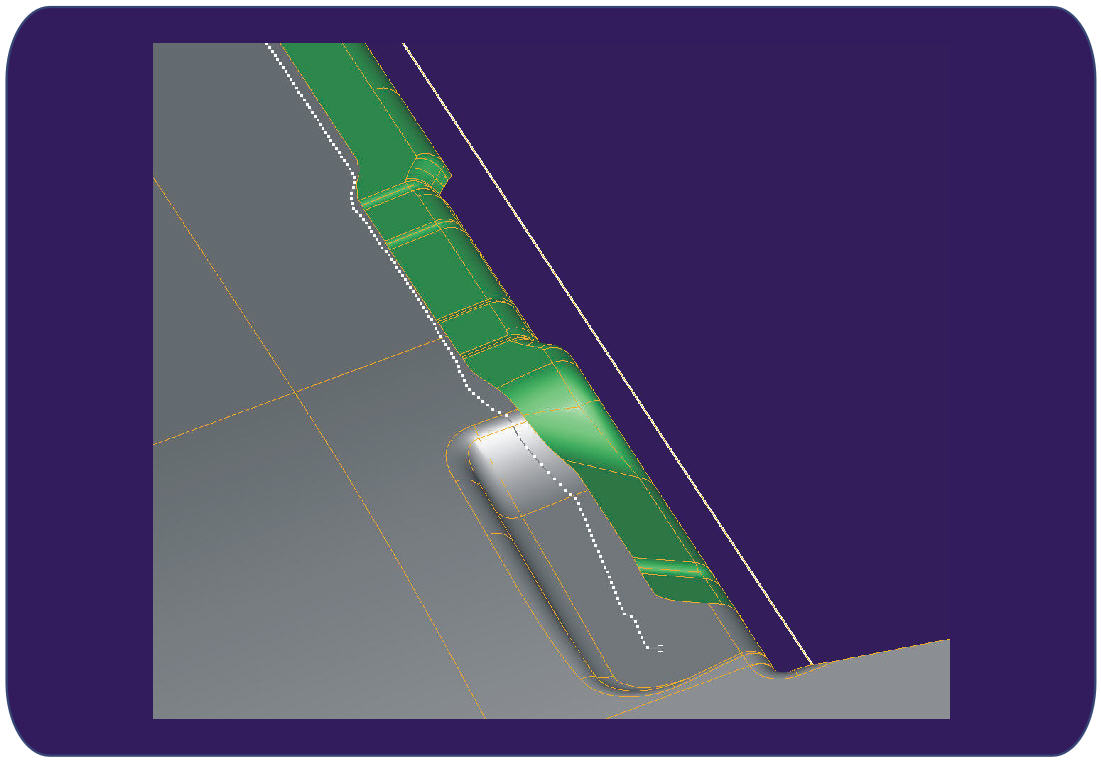
A so called “winding off” method is often used in order to come up with the initial approximation of the required trim curve. As a first approximation of the trim curve. Standard CAD systems do not support such calculation well, which means that the calculation requires a lot of manual work and calculation time.
|

|
|
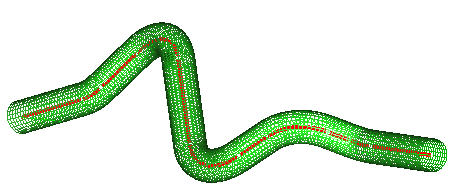
The integrated mesher was developed to mesh any type of CAD-faces. Several options like "edge length" or "normal deviation" can be set to adjust the mesh to the users requirements. The computed meshes can be exported in common FEA formats Data Translater for more details).
Benefits
|